
Покладіть головку циліндрів на верстат, підклавши два бруски дерева.
Очистіть усі клапани від нагару.

Нанесіть крупнозернисту карборундову пасту на фаску сідла клапана.
Затиснувши клапан в інструменті, притисніть тарілку клапана до сідла, іноді піднімаючи клапан, щоб перерозподілити пасту.
Встановіть клапан у напрямну втулку та притисніть тарілку клапана до сідла.
Виміряйте розмір від посадкової поверхні сідла (тарілки) пружини клапана до торця стрижня клапана. Якщо виміряна величина перевищує необхідну, замініть сідло клапана. Для цього:
Висвердліть сідло клапана, залишивши стінки сідла завтовшки 0,5-1 мм.
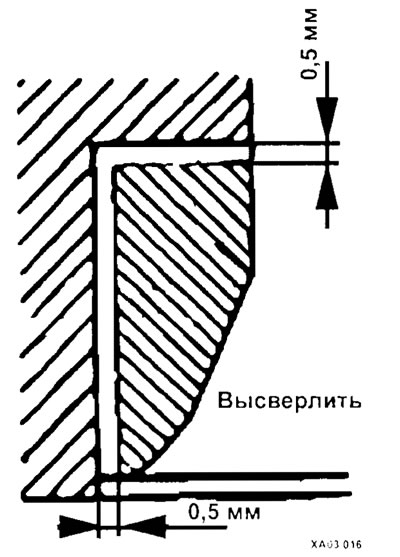
Випресуйте сідло клапана.
Розсвердлити гніздо під установку сідла ремонтного розміру (Д+0,3 мм), де Д - діаметр отвору старого сідла.
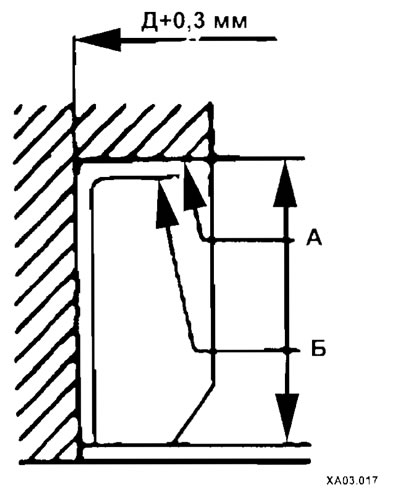
А – поверхня нового отвору;
Б – поверхня старого отвору.
Нагрівши головку блоку циліндрів до 250°С або охолодивши сідла, запресуйте сідла в головку блоку циліндрів.
Доведіть розміри сідла клапана до потрібних розмірів.
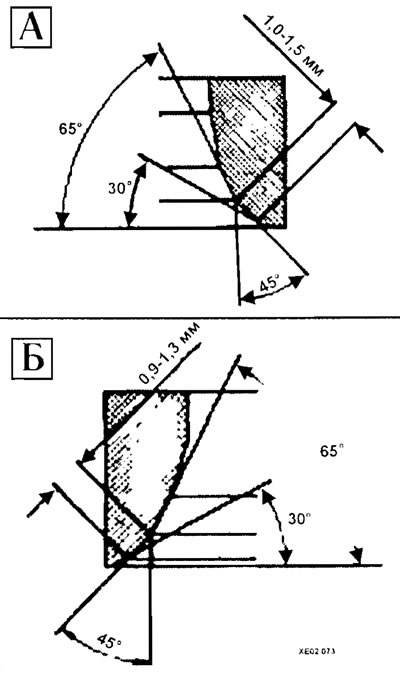
Розміри сідів (А) — випускних та (Б) - Впускних клапанів
Пристосування для притирання клапанів із цанговим затискачем
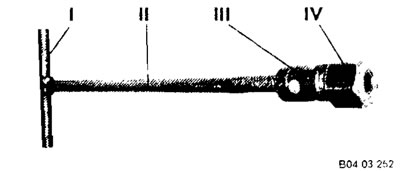
Загальний вигляд пристосування
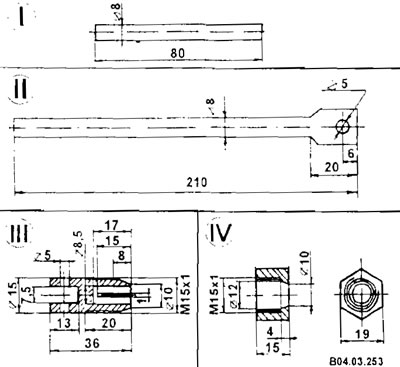
Деталіровка пристосування
Пристрій для притирання клапанів, який можна виготовити самостійно

Загальний вигляд пристосування
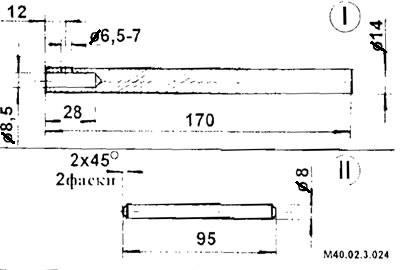
Деталіровка пристосування
Коли на клапані та сідлі з'явиться матова смужка, змийте залишки пасти і повторіть цю процедуру з дрібною карборундовою пастою.
Коли на клапані та сідлі з'явиться безперервне світло-сіре матове кільце шириною 1,1-1,4 мм, притирання закінчено.

Для шліфування робочих фасок клапанів можна використовувати шліфувальний верстат. Для цього необхідно на шліфувальному верстаті встановити клапан та зафіксувати рухому опору так, щоб отримати необхідний кут фаски.
Обережно зчистіть всі сліди абразиву, особливо стежачи, щоб він не потрапив у напрямні втулки клапанів. Протріть клапани та сідла клапанів ганчіркою, змоченою в гасі, потім чистою ганчіркою, і, нарешті, якщо є можливість, продуйте стисненим повітрям.
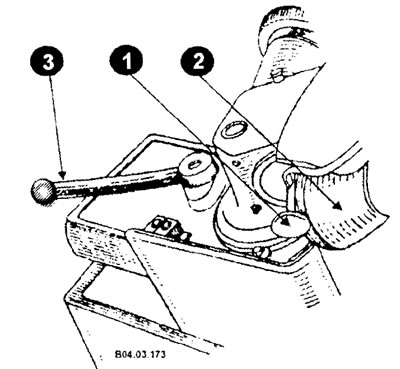
1 – клапан;
2 - шліфувальне коло;
3 – важіль.