
Перевірте отвори блоку циліндрів - немає пошкоджень, зносу або подряпин.
Виміряйте діаметр кожного отвору циліндра трохи нижче валика в центрі та знизу.
Увага: На нижній стороні блоку навпроти циліндрів, як правило, є мітки, що відповідають розмірній групі циліндра.
Далі заміряйте діаметр кожного циліндра в тих же точках, але перпендикулярно до осі колінчастого валу. Порівняйте з технічними даними.

Типова перевірка діаметра циліндра
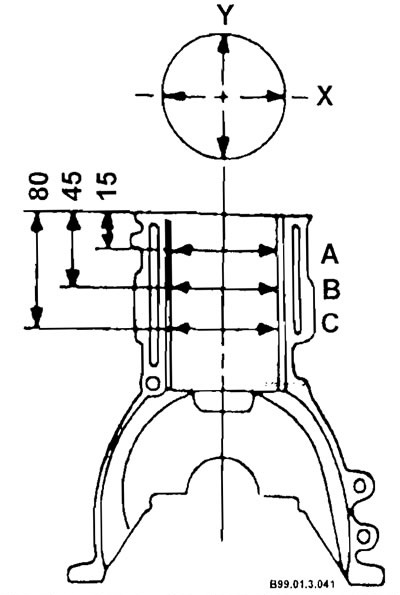
Місця вимірювання діаметра циліндра
Якщо немає точних вимірювальних інструментів, проміжок між поршнем і стінкою циліндрів можна виміряти щупом.
Щуп потрібно вставити між стінкою та однією з опорних поверхонь поршня (під кутом 90°до отвору поршневого кільця).
Поршень повинен ковзати вздовж циліндра (при вставленому щупі) при помірному тиску.
Якщо при товщині щупа, що дорівнює граничному значенню зазору, поршень провалюється або ковзає дуже легко, зазор більше допустимого і потрібен новий поршень. Якщо поршень заклинює у нижній частині циліндра, але рухається вільно у верхній, циліндр має конусність. Якщо під час руху щупа по колу, щуп застряє у деяких місцях, то циліндр має овальність.
Повторіть цю операцію для інших поршнів та циліндрів.
Якщо стінки циліндрів сильно зношені або подряпані, величина конусності чи овальності перевищує допустиму, необхідно розточити та відхонінгувати циліндри блоку в майстерні. Після розточування овальності необхідно використовувати поршні та кільця ремонтного (більшого) розміру. Якщо циліндри перебувають у задовільному стані, їх досить отхонинговать.
Хонінгування циліндрів
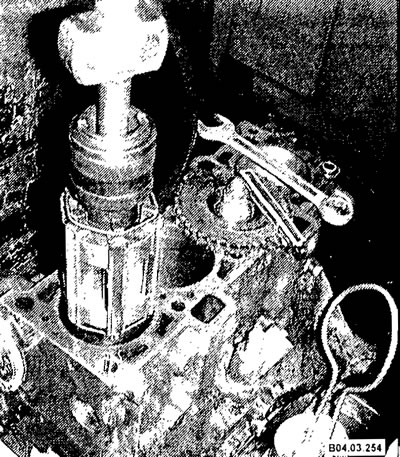
Типовий хон для обробки циліндрів
Хонінгування - це операція з остаточного припасування циліндрів двигуна до поршні ремонтного розміру. Ця операція, як правило, виконується після попередньої (чорновий) розточування циліндрів. Хонінгуванням отримують якісніші робочі поверхні циліндрів двигуна.

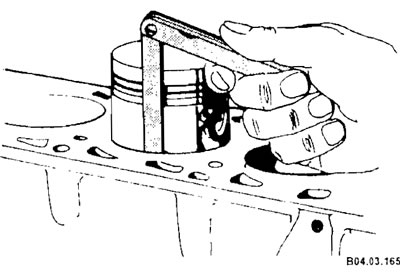
Циліндр вважається остаточно обробленим, якщо відповідний поршень під власною вагою опускається в циліндр двигуна без закушування та заїдання.