
Skontrolujte otvory bloku valcov, či nie sú poškodené, opotrebované alebo poškriabané.
Odmerajte priemer každého vývrtu valca tesne pod valčekom v strede a dole.
Pozor: Na spodnej strane bloku oproti valcom sú spravidla značky zodpovedajúce veľkostnej skupine valca.
Ďalej zmerajte priemer každého valca v rovnakých bodoch, ale kolmo na os kľukového hriadeľa. Porovnajte s technickými údajmi.

Kontrola typického priemeru valca
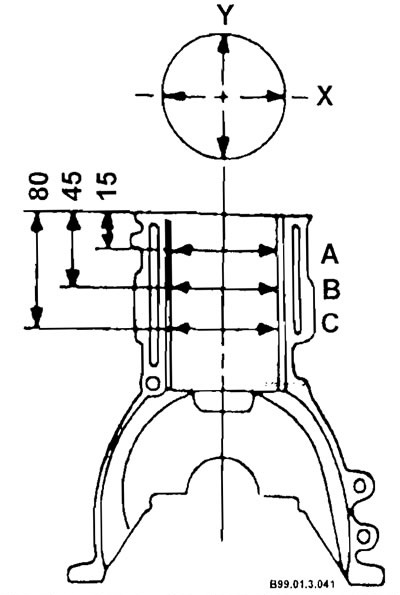
Meracie body priemeru valcov
Ak nie sú k dispozícii presné meracie nástroje, medzeru medzi piestom a stenou valca je možné zmerať pomocou spáromeru.
Sonda musí byť vložená medzi stenu a jednu z dosadacích plôch piesta (pod uhlom 90°k otvoru piestneho krúžku).
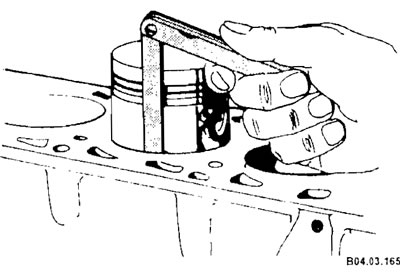
Piest sa musí posúvať pozdĺž valca (s vloženou sondou) pri miernom tlaku.
Ak so spáromerom rovnajúcim sa limitu medzery piest zlyhá alebo sa veľmi ľahko kĺže, medzera je príliš veľká a je potrebný nový piest. Ak je piest zaseknutý v spodnej časti valca, ale voľne sa pohybuje v hornej časti, valec má kužeľ. Ak sa pri pohybe sondy po obvode sonda na niektorých miestach zasekne, potom má valec oválnosť.
Zopakujte túto operáciu pre zostávajúce piesty a valce.
Ak sú steny valcov silne opotrebované alebo poškriabané, miera kužeľovitosti alebo ovality presahuje prípustnú hodnotu, je potrebné blokové valce vyvŕtať a honovať v dielni. Po vyvŕtaní ovality je potrebné použiť piesty a opravné krúžky (viac) veľkosť. Ak sú valce vo vyhovujúcom stave, potom ich stačí honovať.
Honovanie valca
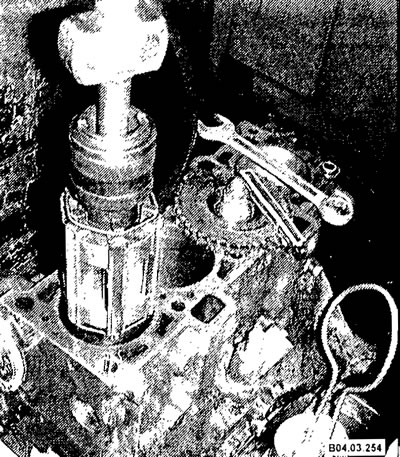
Typické honovanie valcov
Honovanie je konečná úprava valcov motora na nadrozmerné piesty. Táto operácia sa zvyčajne vykonáva po predbežnej (návrh) vývrty valcov. Honovaním sa vytvárajú lepšie pracovné plochy valcov motora.

Valec sa považuje za dokončený, ak príslušný piest vlastnou hmotnosťou klesá do valca motora bez zaseknutia a zaseknutia.