
Зняцце
Зніміце галоўку блока цыліндраў, прывадныя колы рамяня, пярэдняе вечка, махавік, поршні і коленвал (звяртайцеся да адпаведных раздзелаў).
Праверка
Блок цыліндраў
1. Візуальна праверце блок цыліндраў на наяўнасць драпін і іржы. Праверце таксама наяўнасць расколін і іншых дэфектаў. Выпраўце ці заменіце дэфектны блок.
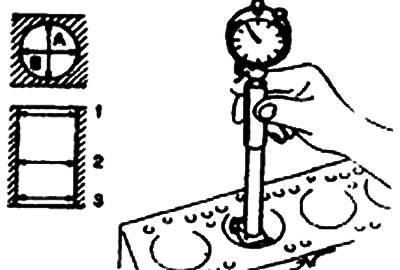
2. З дапамогай нутрамера вымерайце дыяметр цыліндраў на трох узроўнях у напрамках А і В.
- Узровень 1: месца размяшчэння поршневага кольца № 1 пры знаходжанні поршня ў верхняй мёртвай кропцы.
- Узровень 2: у цэнтры цыліндру.
- Узровень 3: у ніжняй частцы цыліндру
3. Калі цыліндры маюць празмернае адхіленне кругласці ці конусность, а сценкі цыліндраў моцна сцёрты або маюць задзіракі, блок цыліндраў варта падвергнуць расточванню і хонінгаванню, пасля чаго трэба ўсталяваць поршні і поршневыя кольцы павялічанага памеру.
Намінальныя значэнні:
- Цыліндра - 85,00-85,03 мм
- Некругласць і конусность цыліндру - максімальна 0,01 мм
4. Калі верхняя частка цыліндра зношаная з утварэннем прыступак, зрэжце іх разгорткай.
5. Поршні павялічанага памеру выпускаюцца чатырох памераў.
Памер поршня і маркіроўка:
- 0,25 О. S - больш на 0,25 мм
- 0,50 О. S - 0,50
- 0,75 О. S - 0,75
- 1,00 О. S - 1,00
6. Пры расточванні цыліндраў на большы памер забяспечце вызначаны зазор паміж поршнем павялічанага памеру і цыліндрам і пераканайцеся ў тым, што ўсе выкарыстоўваныя поршні маюць аднолькавы памер. Стандартнае вымярэнне вонкавага дыяметра поршня праводзіцца на адлегласці 2 мм ад краю спадніцы поршня на якія ўспрымаюць ціск паверхнях.
- Зазор паміж поршнем і сценкай цыліндру - 0,01-0,03 мм
7. Праверце наяўнасць пашкоджанняў і расколін.
8. Праверце плоскаснасць верхняй паверхні. Пры наяўнасці празмернага адхіленні прашліфуйце блок або заменіце.
Намінальныя значэнні:
- Няплоскасныя верхняй паверхні блока максімум - 0,05 мм
- Агульная вышыня - 284 мм
Лімітавыя значэнні:
- Няплоскасныя верхняй паверхні - блока 0,1 мм
- Агульная вышыня -0,2 мм
Заўвага. Верхнюю паверхню блока цыліндраў варта прашліфаваць на -0,2 мм, роўна як і ніжнюю паверхню галоўкі блока цыліндраў.
Расточванне цыліндраў
1. Павялічаны памер выкарыстоўваных поршняў павінен вызначацца на аснове найбольшага памеру цыліндраў.
| Ідэнтыфікацыйная пазнака | Памер |
| 0,25 мм О. S | больш на 0,25 мм |
| 0,50 мм О. S | 0,50 |
| 0,75 мм О. S | 0,75 |
| 1,00 мм О. S | 1.00 |
О. S - павялічаны памер
Заўвага. Памерная пазнака наносіцца на галоўцы поршня.
2. Вымерайце вонкавы дыяметр поршня, які будзе выкарыстоўвацца.
3. Па выніках вымярэння вонкавага дыяметра поршня разлічыце дыяметр цыліндра пасля апрацоўкі. Дыяметр цыліндру пасля расточвання - вонкавы дыяметр поршня + (0,02—0,04) мм (зазор паміж поршнем і люстэркам цыліндру) - 0,02 мм (дапушчальная мяжа хонінгавання).
4. Марнуйце кожны цыліндр да разліковага памеру.
Заўвага. Для папярэджання дэфармацыі блока цыліндраў з прычыны падвышэння тэмпературы пры хонінгаванні праводзіце расточванне цыліндраў у наступным парадку (нумар цыліндраў): 2-4-1-3.
5. Пасля хонінгавання цыліндраў давядзіце іх да патрабаванага памеру (вонкавы дыяметр поршня + зазор паміж поршнем і люстэркам цыліндру).
6. Праверце велічыню зазору паміж поршнем і люстэркам цыліндру.
Заўвага. Пры расточванні цыліндраў давядзіце ўсе чатыры цыліндры да аднолькавага памеру. Не расточвайце на большы дыяметр толькі адзін цыліндр.
Ўстаноўка
1. Усталюйце наступныя дэталі, карыстаючыся ўказаннямі, прыведзенымі ў адпаведных раздзелах:
- 1) Каленчаты вал.
- 2) Махавік.
- 3) Поршні.
- 4) Галоўка цыліндраў.
- 5) Зубчастыя колы зубчастага рамяня.
- 6) Пярэдняя крышка.