
Зняцце
Зніміце галоўку цыліндраў, зубчасты рамень, пярэдняе вечка, махавік, поршні і каленчаты вал.
Праверка
Блок цыліндраў
1. Выдаліце з блока цыліндраў рухавіка рэшткі пракладак, герметыка, бруду, маслы, змазвальнага матэрыялу і іншыя іншародныя матэрыялы. Візуальна праверце блок цыліндраў на адсутнасць іржы, карозіі, расколін і іншых дэфектаў.
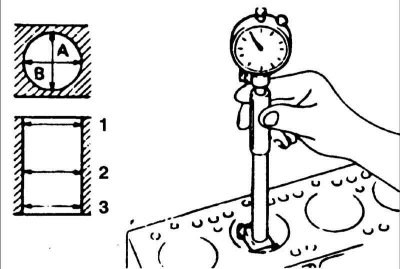
2. Вымерайце дыяметры цыліндраў у дыяметральна супрацьлеглых напрамках (А і В), у трох плоскасцях па вышыні цыліндраў (1, 2 і 3).
3. Калі дыяметры цыліндраў перавышаюць дапушчальныя значэнні, маюць овальность ці конусность ці паверхня цыліндраў пашкоджана, ці мае выпрацоўку, блок цыліндраў неабходна змарнатравіць і отхонинговать, а таксама ўсталяваць новыя поршні і поршневыя кольцы рамонтнага памеру.
- Намінальны дыяметр цыліндру: 83 0,03 мм
- Конуснасць цыліндру: не больш за 0,01 мм
4. Калі ў верхняй частцы цыліндра ёсць прыступка, зрэжце яе спецыяльнай прыладай.
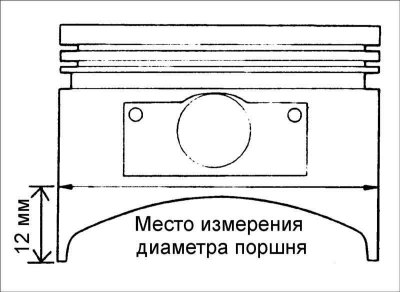
5. У якасці запасных частак пастаўляюцца поршні чатырох павялічаных памераў: 0,25, 0,5, 0,75 і 1,00 мм. Пры расточванні цыліндраў да найблізкага павялічанага памеру вытрымаеце зазор паміж поршнем і цыліндрам і пераканаецеся, што поршні маюць той жа павялічаны памер. Стандартнае вымярэнне вонкавага дыяметра поршня неабходна праводзіць на адлегласці 2 мм ад спадніцы і перпендыкулярна зацятым паверхням. Зазор паміж поршнем і цыліндрам: 0,069-0,091 мм.
6. Праверце блок цыліндраў на адсутнасць пашкоджанняў і расколін.
7. Ачысціце спалучаныя паверхні галоўкі блока цыліндраў і блока цыліндраў ад астаткаў пракладкі. Металічнай лінейкай і мацам у шасці кірунках праверце плоскаснасць спалучанай паверхні блока цыліндраў.
Адхіленне ад плоскаснасці:
- па шырыні: 0,042 мм;
- па даўжыні: 0,096 мм;
- па дыяганалі: 0,012 мм.
Лімітава дапушчальнае адхіленне ад плоскаснасці: 0,1 мм.
Увага! Прывалачная паверхня для пракладкі блока цыліндраў пасля перашліфоўкі павінна паменшыць вышыню блока цыліндраў не больш за -0,2 мм.
Расточванне цыліндраў
1. Поршні павялічанага памеру, якія будуць выкарыстоўвацца павінны быць вызначаны на падставе найбольшага дыяметра адтуліны цыліндру.
Павелічэнне памеру | Маркіроўка |
0,25 мм | 0,25 |
0,50 мм | 0,5 |
0,75 мм | 0,75 |
1,00 мм | 1 |
Увага! Маркіроўка выбіта на дно поршня.
2. Вымерайце вонкавы дыяметр поршня.
3. На падставе вымеранага памеру вызначыце памер расточвання. Памер расточвання = Дыяметр поршня 0,02 мм (велічыня хонінгавання).
4. Марнуйце кожны з цыліндраў да разліковага памеру.
Увага! Для выключэння змены памеру ад тэмпературы падчас хонінгавання, апрацоўвайце цыліндры ў наступнай паслядоўнасці: №2, №4, №1 і №3.
5. Хонінгуйце цыліндры да атрымання патрабаванага разліковага дыяметра (вонкавы дыяметр поршня зазор).
6. Праверце зазор паміж поршнем і цыліндрам.
Увага! Пры расточванні, расточвайце ўсе цыліндры да аднаго павялічанага памеру. Не расточвайце толькі адзін цыліндр да павялічанага памеру.
Зборка
Усталюйце дэталі ў наступнай паслядоўнасці:
- 1. Каленчаты вал
- 2. Махавік
- 3. Поршань
- 4. Галоўка блока цыліндру
- 5. Зубчасты рамень
- 6. Пярэдняя крышка