Снятие
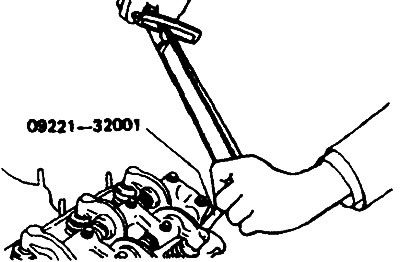
1. Пользуясь специальным ключом (09221-32001), ослабьте болты крепления головки блока цилиндров.

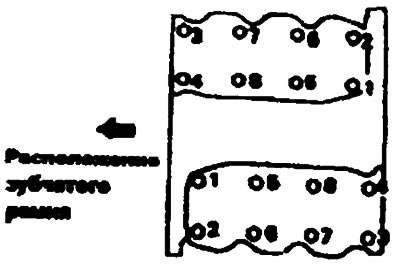
2. Постепенно отворачивайте болты головки блока цилиндров в указанной на рис. последовательности.
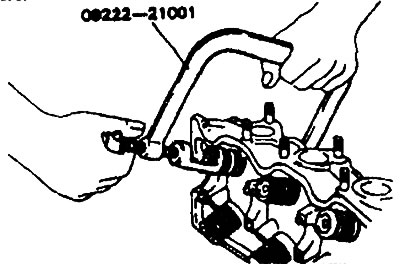
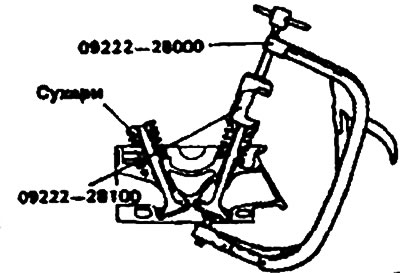
3. Пользуясь специнструментом (09222-21001), устройством для сжатия клапанных пружин, снимите сухари.
4. Разложите эти детали в таком порядке, чтобы при сборке они встали на свои места.
 |  |
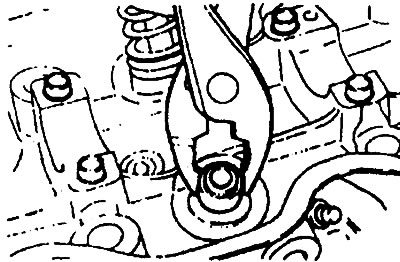
5. Пользуясь плоскогубцами, снимите уплотни-тельные колпачки клапанов.
Примечание. Не используйте повторно уплотнительные колпачки.
Проверка
Головка блока цилиндров
1. Полностью удалите накипь, уплотняющий материал и картер. После прочистки масляных каналов продуйте их сжатым воздухом.
2. Визуально проверьте головку блока цилиндров на наличие трещин, повреждений и утечек охлаждающей жидкости.
3. Пользуясь линейкой с острым ребром и щупом, проверьте неплоскостность нижней поверхности головки цилиндров, как показано на рисунке.
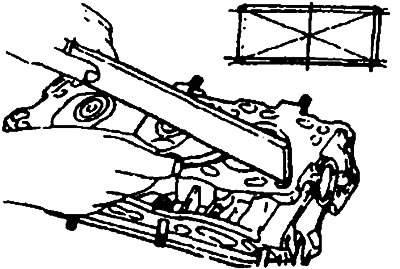
Отклонение от плоскостности головки цилиндров:
- Номинальное значение — макс. 0,05 мм
- Предельное значение — 0,20 мм
Втулки клапанов
Проверьте зазор между стержнем клапана и втулкой. Если зазор превышает допустимый, замените втулку клапана.
Зазор между стержнем клапана и втулкой:
- Номинальное значение:
- Впускной клапан — 0,03-0,06 мм
- Выпускной клапан — 0,05-0,09 мм
- Предельное значение:
- Впускной клапан — 0,10 мм
- Выпускной клапан — 0,15 мм
Клапан
1. Замените клапан, если его стержень изношен (износ или повреждение). Также замените клапан, если конец стержня (поверхность, контактирующая с автоматическим регулятором зазора) имеет углубления.
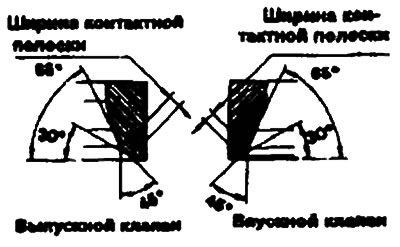
2. Проверьте контактную полоску рабочей фаски клапана и при необходимости прошлифуйте ее или замените клапан.
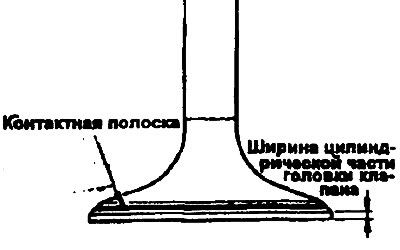
3. Замените клапан, если размер цилиндрической части его головки меньше минимального значения.
Размер цилиндрической части головки клапана:
- Номинальное значение:
- Впускной клапан — 1,2 мм
- Выпускной клапан — 2,0 мм
- Предельное значение:
- Впускной клапан — 0,7 мм
- Выпускной клапан — 1,5 мм
Клапанные пружины
1. Проверьте высоту каждой пружины в свободном состоянии, при необходимости замените ее.
2. Пользуясь угольником, измерьте отклонение каждой пружины от вертикальности. При значительном отклонении пружины от вертикальности замените ее.
Клапанная пружина:
- Номинальное значение:
- Высота в свободном состоянии — 50,5 мм
- Усилие — 32,9 кгс/40,4 мм
- Отклонение от вертикальности — макс. 2°
- Предельные значения:
- Высота в свободном состоянии — 49,5 мм
- Усилие — 32,9 кгс/41,4 мм
- Отклонение от вертикальности — макс. 4°
Восстановление седел клапанов
1. Перед восстановлением седел проверьте втулки на износ. При необходимости замените изношенные втулки, после чего восстановите седла клапанов.
2. После восстановления седел клапанов используйте фрезу для седел клапанов и удлинитель.
3. После восстановления клапан и его седла следует слегка притереть с использованием притирочной пасты.
4. Проверьте седла клапана на наличие раковин. Если размеры раковин превышают допустимые, замените седло новым.
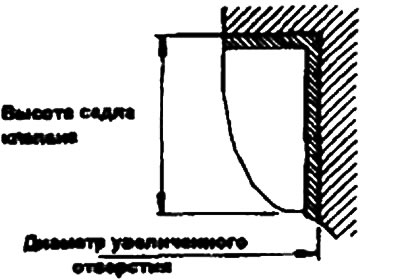
5. После установки нижней тарелки, клапанной пружины, верхней тарелки и сухарей измерьте высоту клапанной пружины в установленном положении. Результаты измерения позволяют определить размер раковин седла клапана.
Высота А клапанной пружины в установленном положении (для впускных и выпускных клапанов):
- Номинальное значение — 40,4 мм
- Предельное значение — 41,4 мм
Замена седла клапана
1. Срежьте внутреннюю поверхность седла клапана для уменьшения толщины его, после чего удалите седло.
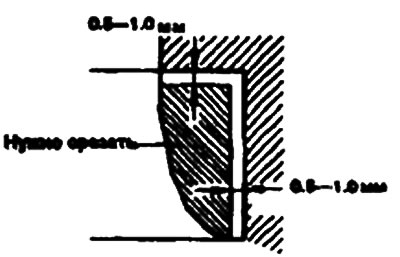
2. Подгоните диаметр отверстия под седла клапана в головке цилиндров к диаметру седла увеличенного размера для его установки по прессовой посадке.
3. Нагрейте головку цилиндров примерно до 250°С и запресуйте седло увеличенного диаметра в отверстие головки цилиндров при нормальной температуре.
4. Обработайте седло клапана как показано на рисунке.
5. С использованием притирочной пасты притрите клапан.
Размеры ремонтных седел клапанов
| Наименование | Размер, мм | Размерная метка | Высота Н седла клапана, мм | Внутренний диаметр отверстия в головке цилиндров, мм |
| Седло впускного клапана | 0,3 O.S.
0,6 O.S. | 30
60 | 7,9-8,1
8,2-8,4 | 44,300-44,325
44,625-44,625 |
| Седло выпускного клапана | 0,3 O.S.
0,6 O.S. | 30
60 | 7,9-8,1
8,2-8,4 | 38,300-38,325
38,625-38,625 |
Ширина контактной полоски седла клапана:
- Впускной клапан — 0,9-1,3 мм
- Выпускной клапан — 0,9-1,3 мм
 |  |
Замена втулок клапанов
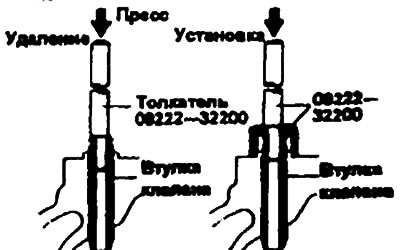
1. Пользуясь специнструментом (09222-32200), выпрессуйте старую втулку клапана в направлении нижней части головки цилиндров.
2. Разверните отверстие для втулки клапанов так, чтобы оно соответствовало прессовой посадке новой втулки увеличенного размера.
Ремонтные втулки клапанов
| Размер, мм | Размерная метка | Диаметр отверстия в головке цилиндров, мм |
| 0,05 O.S. | 5 | 13,050-13,068 |
| 0,25 O.S. | 25 | 13,250-13,268 |
| 0,50 O.S. | 50 | 13,500-13,518 |
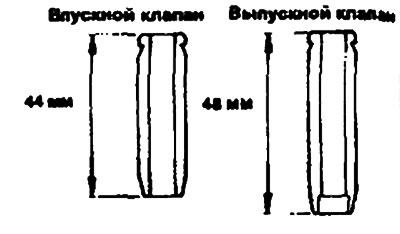
3. Пользуясь специнструментом (09222-32200), запрессуйте втулку клапана. Втулку клапана нужно запрессовать с верхней стороны головки блока цилиндров. Помните о том, что втулки клапанов имеют разную длину.
4. После запрессовки втулок вставьте в них новые клапаны и проверьте зазор.
5. После замены втулок клапанов проверьте правильность контакта рабочей фаски клапана и седла.
Примечание. Не устанавливайте при смене втулки того же размера.
 |  |
Установка
1. Установите нижние тарелки клапанных пружин.
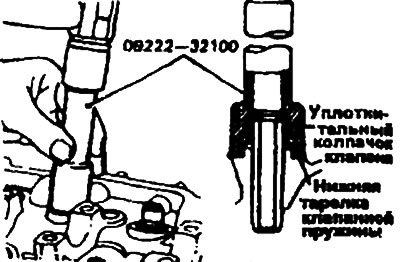
2. Пользуясь специнструментом (09222-32100) осадите уплотнительные колпачки на место.
Примечание:
- Не используйте повторно старые уплотнительные колпачки.
- Неправильная установка уплотнительного колпачка может привести к утечке масла вниз по клапанной втулке.
3. Нанесите моторное масло на каждый клапан. Вставьте клапана во втулки: Не применяйте силы вставляя клапаны в уплотнительные колпачки.
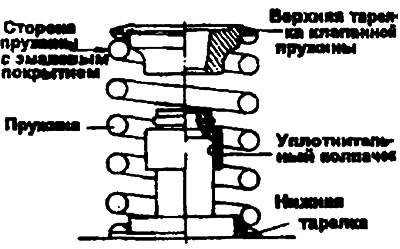
4. Клапанные пружины следует устанавливать стороной с покрытием в направлении верхней тарелки.
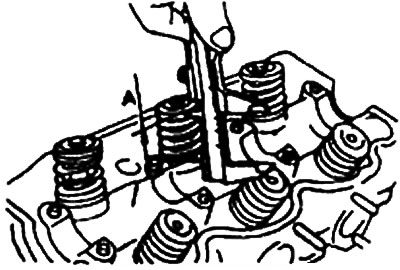
5. Пользуясь спецприспособлением (09222- 21001), сожмите пружину и установите сухари. После установки клапанов до освобождения пружины их приспособления проверьте правильность установки сухарей.
 |  |
Примечание. При сжатии пружины убедитесь в том, что уплотнительный колпачок не прижат к нижней части верхней тарелки пружины.
6. Очистите нижнюю поверхность головки блока цилиндров и верхнюю поверхность самого блока.
7. Проверьте индентификационные метки на прокладке головки блока цилиндров.
8. Расположите прокладку так, чтобы поверхность ее с индентификационной меткой была обращена к головке блока цилиндров.
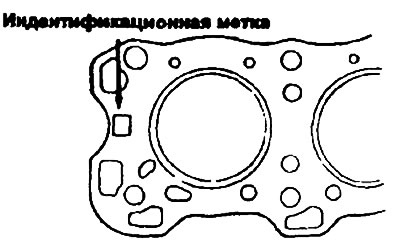
Примечание. Не наносите на эту поверхность уплотняющий материал.
9. Пользуясь специнструментом (09221-32001) и динамометрическим ключом, затяните болты головки блока цилиндров в указанной на рисунке последовательности.
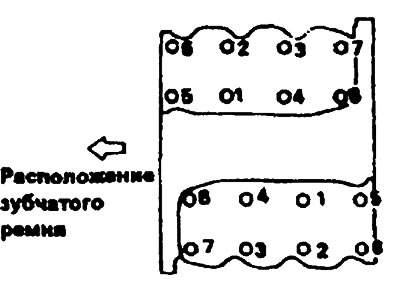
10. При затяжке болтов головки повторите по-следовательно затяжку 2 или 3 раза, каждый раз увеличивая момент затяжки, до достижения требуемого момента.
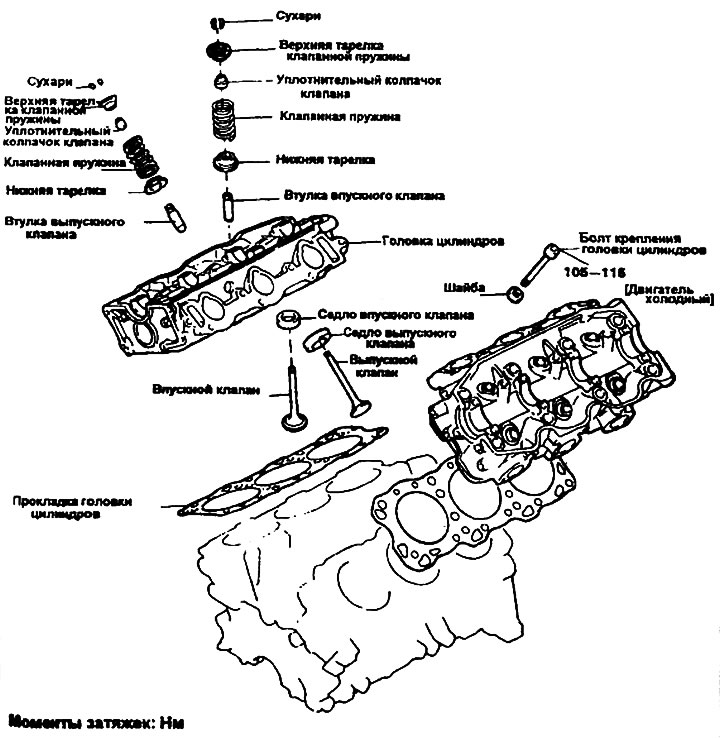
- Момент затяжки: Болты крепления головки блока цилиндров Холодный двигатель (температура охлаждающей жидкости двигателя около 20°С) — 105-115 Нм.